


锂电电芯生产废水处理解决方案
- 2024-08-30
- 1058
- 深圳市依维普科技有限公司
锂电电芯生产废水处理解决方案
一、废水来源与污染物特性
1. 正负极材料生产废水:锂电池正负极材料(磷酸铁锂、三元材料、石墨等)生产过程中,湿法冶金、洗涤工序产生含锂离子、镍钴锰重金属离子及氨氮、磷酸根的高盐废水,成分复杂且重金属浓度高;2. 电极涂布废水:极片涂布工序使用的 NMP 溶剂冲洗废水,含有高浓度有机溶剂(N - 甲基吡咯烷酮),具有易挥发、难降解特性,需专项处理防止 VOCs 污染;3. 电解液配制废水:电解液(锂盐 + 有机溶剂)配制过程中的泄漏废水,含碳酸酯类溶剂、六氟磷酸锂及痕量金属离子,易形成混合污染体系;4. 电池组装清洗废水:外壳、隔膜清洗产生的废水,除重金属离子外,还含表面活性剂、油脂类污染物,需同步解决有机污染与重金属去除问题。
二、全流程处理工艺解析
1. 预处理系统-调节池均质:通过液位自控调节池平衡水质水量,搭配机械格栅 + 袋式过滤去除大颗粒悬浮物,保障后续工艺稳定;分质收集:按重金属废水、有机废水、高盐废水分类管网收集,避免污染物交叉干扰;
2. 重金属废水处理单元-采用化学沉淀 + 硫化物协同工艺:投加氢氧化钙 / 氢氧化钠调节 pH,生成氢氧化物沉淀去除镍、钴、锰等重金属;对低浓度重金属废水辅以硫化物沉淀法,形成硫化物颗粒进一步降低离子浓度,确保总镍≤0.1mg/L、总钴≤0.05mg/L;
3. 有机废水处理体系-厌氧 - 缺氧 - 好氧(AAO)生化工艺:通过微生物代谢降解 NMP 等有机物,COD 去除率达 80% 以上;高级氧化协同:针对难降解有机物,采用臭氧催化氧化 + UV 光解破坏分子结构,提升可生化性;
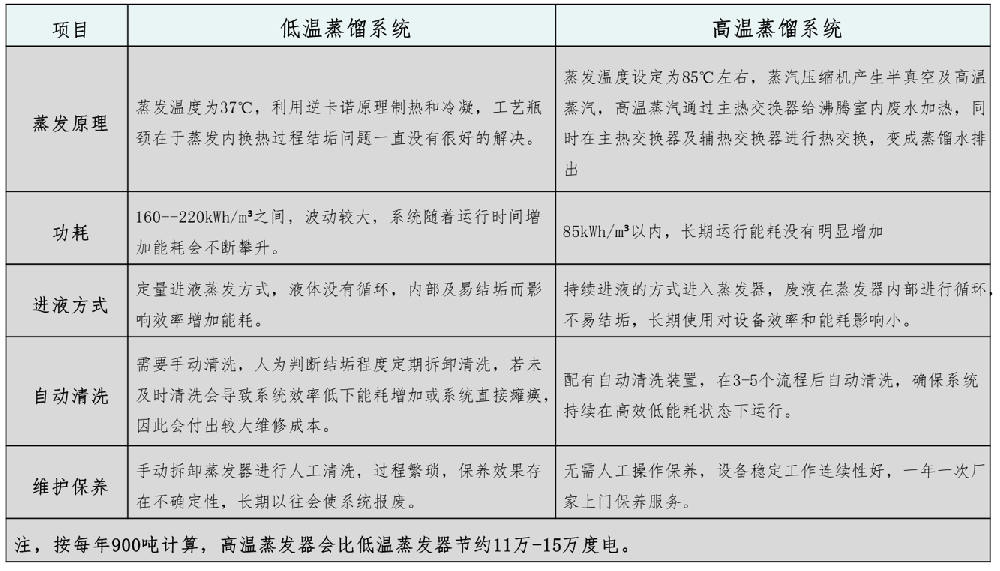
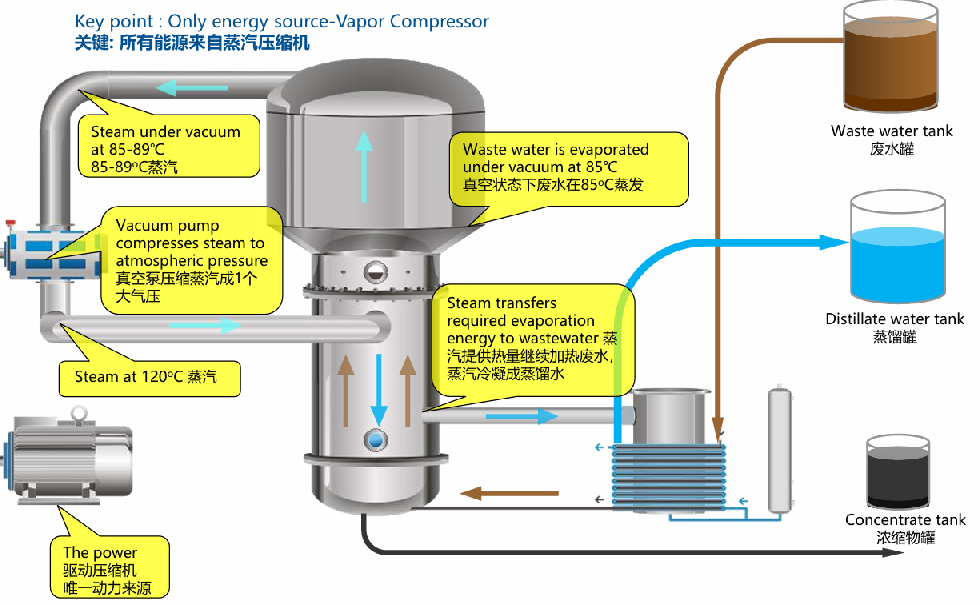
4. 深度净化与资源回用-膜分离系统:超滤(UF)+ 反渗透(RO)组合工艺,RO 产水水质达电导率≤10μS/cm,可回用于清洗工序,回用率超 70%;浓水减量处理:RO 浓水接入MVR(机械蒸汽再压缩)蒸发系统,通过低温蒸发结晶回收无机盐,减量率达 90% 以上,结晶物可委外资源化利用。
三、技术优势与行业价值
-分质处理精准适配:针对锂电废水 “重金属 + 高盐 + 有机” 复合污染特性,采用 “分类收集 - 梯度处理” 模式,处理成本较传统工艺降低 30%;
-资源回收闭环:MVR 蒸发结晶技术实现盐分固化,RO 产水回用减少新鲜水消耗,助力企业达成 “零排放” 目标;
-智能运维保障:集成 PLC 自控系统与在线监测(pH、电导率、重金属离子),实时调控工艺参数,确保出水 100% 合规。
四、典型应用场景
-三元材料生产企业:解决镍钴锰重金属与氨氮复合污染,适配 CATL、比亚迪等电池材料基地;
-锂电池组装工厂:高效处理 NMP 清洗废水,满足宁德时代、国轩高科等企业的环保要求;
-电解液生产车间:针对性处理碳酸酯类有机废水,配套天赐材料、新宙邦等电解液龙头企业。

- 上一篇:药企零废弃理念落地难的多维解析
- 下一篇:重金属废水处理排放标准解读







 网站首页
网站首页 产品中心
产品中心 新闻资讯
新闻资讯 一键拨打
一键拨打